13Cr and Super 13Cr
13% Chromium (13Cr) and Super 13% Chromium (S13Cr) materials to be used in sweet CO2 environments at high temperature
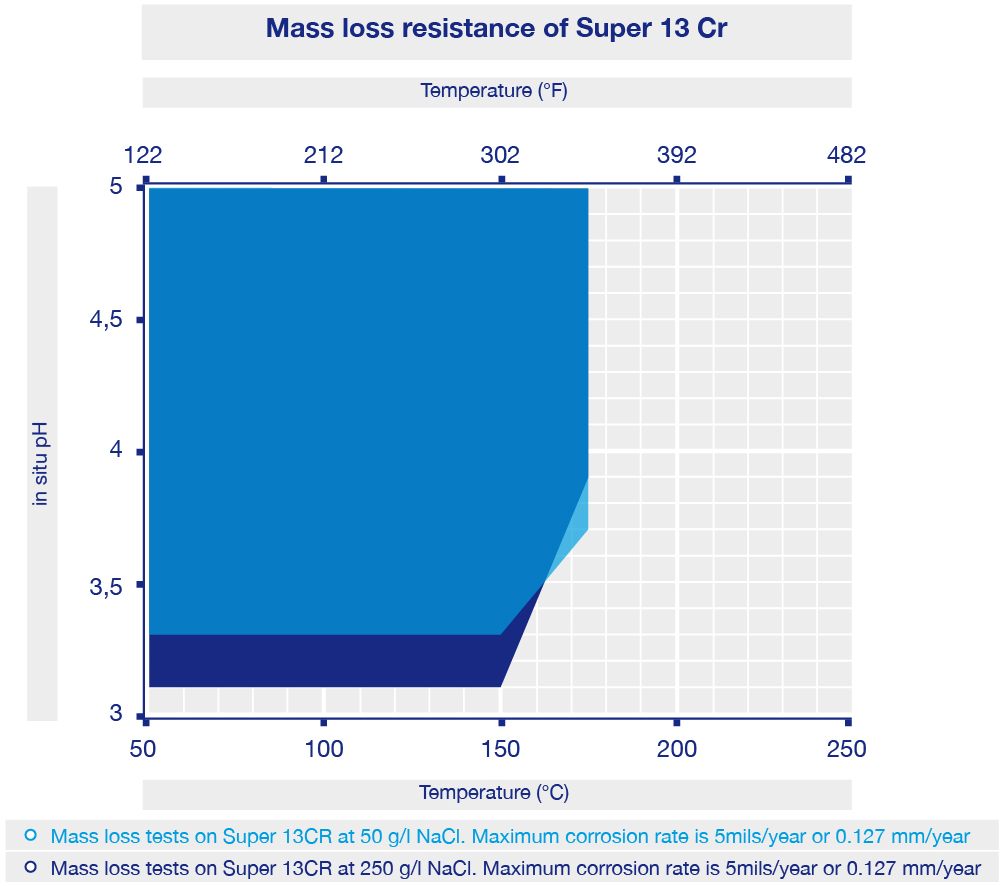
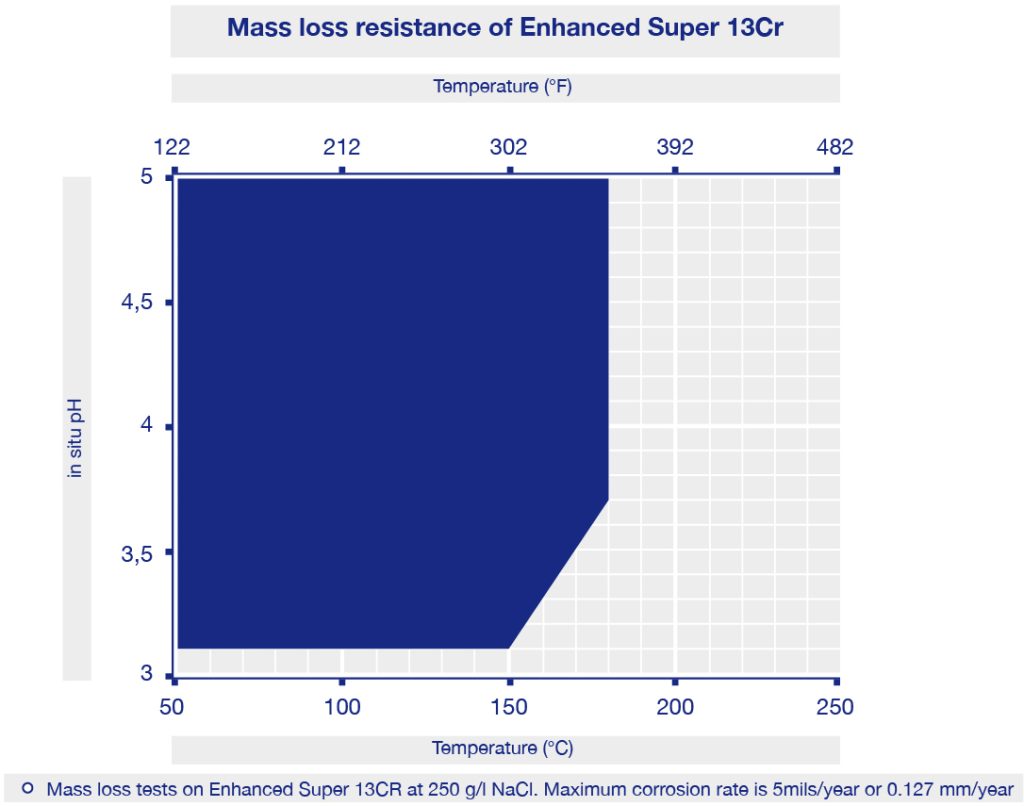
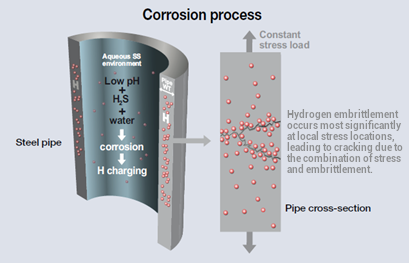
In flow wetted tubulars, OCTG carbon steels are known to suffer from mass loss corrosion in CO2 environments. Martensitic 13Cr and S13Cr materials are suited to resist such in hospitable conditions including high CO2 pressure with limited H2S content and high temperatures, while providing the most cost effective solution.
Overview
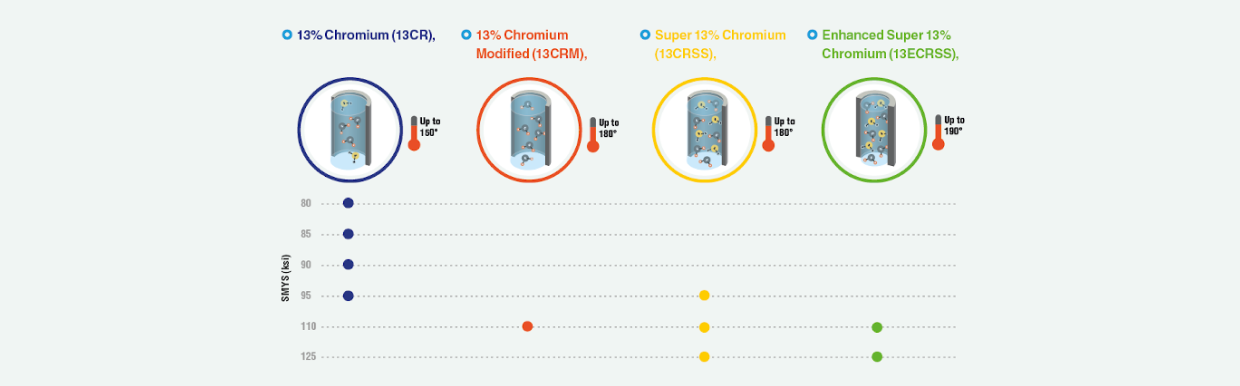
13Cr Grades
13Cr Modified Grades
Super 13Cr Grades
Guidelines
Best corrosion resistance
Our proprietary 13Cr and Super 13Cr grades offer the highest corrosion resistance for oil & gas fields under high temperature in sweet environments.

Highest proven performances
Decades of know-how and process control are backed-up by hundreds of corrosion test results.

Cost effective
As an alternative to more costly Duplex and Super Duplex grades, our 13Cr and Super 13Cr offer a long-life, cost-efficient solution.


Environmental Factors
• High temperature
• Low pH
• High concentration of CO2 and H2S
• High concentration of chloride content
• Low pH
• High concentration of CO2 and H2S
• High concentration of chloride content
Stress Loading
• Internal stress
• External stress
• External stress
Material
• Mechanical properties
• Microstructure
• Microstructure
Environmental Factors
• High temperature
• Low pH
• High concentration of CO2 and H2S
• High concentration of chloride content
• Low pH
• High concentration of CO2 and H2S
• High concentration of chloride content
Stress Loading
• Internal stress
• External stress
• External stress
Material
• Mechanical properties
• Microstructure
• Microstructure
| NACE A | NACE C | Four Point Bending | |
| Standard | NACE TM1077 | NACE TM1077 | ASTM G39 - ISO 7539 |
| Stress apllication | Tensile - % AYS or SMYS | C-ring - %AYS or SMYS | FPB - %AYS or SMYS |
| Duration | 720hs | ||
| Result | Pass / Not pass | ||
| SCC assessment (Temperature / Pressure) | High | ||
| SSC assessment (Temperature / Pressure) | Low (generally 24°C) / 1 bar | ||
| Testing sample |  |
 |
 |


Stories
Customer Story
Stories
Customer Story
Badr Petroleum Company
-"Material qualification under specific well environment allow to improve the material selection replacing CRA duplex material by cost effective solution S13Cr material.” Vallourec and Badr Petroleum Company; paper SPE-190914-MS, “Cost Effective Material Selection for Sour and Sweet HPHT Field”